
电 话:18018418999
传 真:0513-85541988
邮 箱:sxc@ntjfzn.com
网 址:www.chnwnj.com
地 址:江苏省如皋市白蒲工业园区

控制弯管机车间污染的理想方法应该是从生产工艺上减少粉尘和污染物的产生。但山东弯管机当生产工艺上无法采取更佳的污染物减排措施,采取科学有效的卫生防护工程技术是改善车间环境的有效措施。这其中,工业通风可通过控制车间有害气体和气溶胶、粉尘,改善车间内微小气候等方面,成为目前控制车间污染重要的卫生防护工程技术措施之一。工业通风的意义在于排出污染的车间空气或将潮热或干冷的空气,生产弯管机车间补充外界清洁空气以改善车间空气环境。

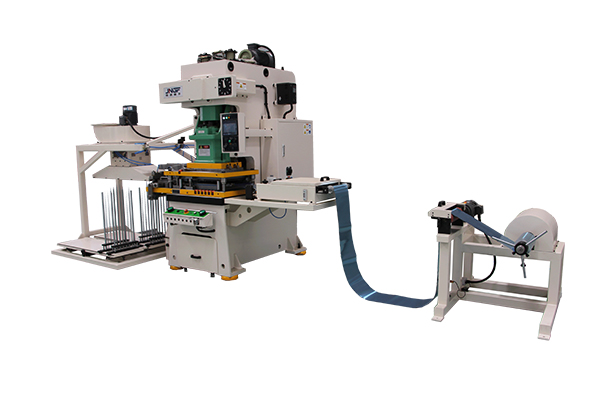
校直切断机能够满足我们的需求,为我们提供便利,因此生产弯管机在很多领域使用广泛,下面具体介绍下该设备的组成部件:1.送丝辊。设备具有4个送丝辊,辊子上刻有三角型槽,校正粗钢筋时使用大槽,校正细钢筋时使用小槽。2.双排链。双排链传动平稳,只需使用黄油润滑即可,若发现链条下垂,应拆卸下来进行调整。3.校直辊。校直辊外部空间大,便于弯管机厂家观察操作,降温效果良好。使用过程中偏心不能调的过大,否则会导致阻力增大,甚至使电机停转。4.剪切系统。剪切系统采用同比线速度滚动剪切,生产效率高,在剪切的同时还可以完成送筋。5.电机。电机皮带松紧应保证合适,若皮带较送松会导致剪切时出现卡刀现象吗,从而影响刀具的使用寿命。
在使用卧式胀管机的时候,我们一定要对弯管机厂家周围的场地做好必要的保护措施,在工作的场所总设置围栏,工作前期,需要空载运行,在确认生产弯管机一切正常之后,再套模弯管,应该要加工管径之后使用管模,并且按照顺序来放好。不得在管子和管模之间加油。应夹紧机件,导板支承机构应按弯管的方向及时进行换向。 在作业的时候,不是操作人员不要围观,工作之后要切断电源,锁好电闸,做好日常的保养工作,工作期间要根据操作的规定操作,要需要注意定期的保养才可以长久使用。

卧式胀管机作业中先焊后胀,山东弯管机即先完成焊接然后再胀接,管子中心线应和管板管孔的中心线重合,若间隙较小时,上端15mm的未胀管段便可以减轻胀接变形对焊接的影响。若间隙较大时,胀接变形会越过15mm未胀区的缓冲,弯管机厂家对焊接接头造成损伤,甚至还会造成焊口脱焊。因此控制管子和管板孔精度配合非常重要,有资料显示,管口焊接接头可以承受很大的轴向力,即便管子拉断,焊口都不会拉脱,但强度焊以后,控制达不到要求,很可能导致过胀失效后胀接时对焊接接头造成损伤。

弯管机的管壁厚度变薄会降低弯管机管件的承受内压能力,从而影响弯管机的性能以及产品的质量。弯管机所弯曲的管材在断面形状上发生了畸形变化,这个可能会引起弯管管材的横断面积变小,影响管件在使用中的功效。在使用生产弯管机过程中,弯管机或其他类型的弯管机其所面对的产品缺陷对产品制作有着一定的影响。因此,对于弯管机的这些问题要采取相应的办法来解决,以便在利用弯管机加工时生产出合适的产品,确保弯管机生产的各个零部件能够保持一个的各项指标和性能指示以及外观质感等。故障排除法对待一般的机械设备都通用。随着科技的发展,全自动弯管机的使用越来越多,弯管机厂家一定要学会这几种常规方法哦。

扫一扫,关注我们
![]() 手机:18018418999
手机:18018418999
![]() 传真:0513-85541988
传真:0513-85541988
![]() 邮箱:sxc@ntjfzn.com
邮箱:sxc@ntjfzn.com
![]() 地址:江苏省如皋市白蒲工业园区
地址:江苏省如皋市白蒲工业园区


